گ§“®—ح‚جŒüڈم‚ج‚½‚ك‚ة
‚±‚ٌ‚ب‚ة‚àژ~‚ـ‚è‚ة‚‚¢‚ج‚©پIپI
‘ه•û‚جگl‚حپA‚»‚¤ژv‚¤‚إ‚µ‚ه‚¤پB“–‘R‚إ‚·پBچ‘ژY‚ئˆظ‚ب‚èƒٹƒAژه“±‚إگ§“®‚·‚锑z‚إگفŒv‚³‚ê‚ؤ‚¢‚ـ‚·پB
ژژ‚µ‚ةƒٹƒAƒuƒŒپ[ƒL‚ًژv‚¢‚ء‚«‚è“¥‚ٌ‚إ‚ف‚ؤ‚‚¾‚³‚¢پBƒچƒbƒN‚·‚éˆت‚جگ§“®—ح‚ً“¾‚ç‚ê‚é‚ج‚إ‚حپH
ƒAƒپƒٹƒJ‚ب‚ç‚»‚ê‚إ‚¢‚¢‚ٌ‚إ‚µ‚ه‚¤‚¯‚اپA“ْ–{‚جŒً’تژ–ڈî‚ة‚ح•s“K‚إ‚·پBپiچإ‹ك‚ج‚W‚W‚ب‚ا‚حŒ‹چ\ژ~‚ـ‚è‚ـ‚·‚ھپcپj
‚»‚ê‚ب‚çپAƒtƒچƒ“ƒg‚إ‚جگ§“®—ح‚ً“¾‚é‚و‚¤‚ة•دچX‚µ‚ؤ‚â‚ê‚خ‚ئژv‚¤‚ج‚ح“–‘R‚إ‚·پB
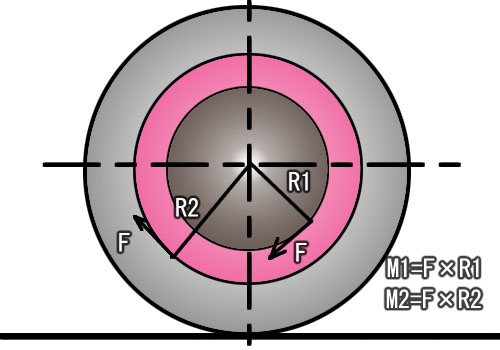
–â‘è‚ح‚»‚ج•û–@‚إ‚·پB’Pڈƒ‚ةƒLƒƒƒٹƒpپ[‚ًŒًٹ·‚·‚邾‚¯‚إ—ا‚¢‚ج‚إ‚µ‚ه‚¤‚©پHFLH‚حƒVƒ“ƒOƒ‹ƒfƒBƒXƒN‚إ‚·‚µپA ƒLƒƒƒٹƒpپ[Œًٹ·‚µ‚½‚¾‚¯‚إ‚ح•sˆہ‚ًٹ´‚¶‚ؤ‚µ‚ـ‚¢‚ـ‚·پBƒLƒƒƒٹƒpپ[‚ة‚و‚è–€ژC—ح‚ًUPڈo—ˆ‚ـ‚·‚ج‚إ ‚»‚جŒّ‰ت‚ً‚و‚è—LŒّ‚ةژg—p‚·‚邽‚ك‚ة‚àپAƒچپ[ƒ^‚جŒa‚ً‚t‚o‚µ‚ؤ‚â‚ê‚خ‚و‚낵‚¢‚©‚ئژv‚¢‚ـ‚·پB ——R‚حپAˆب‰؛‚جگ}‚ًŒ©‚ؤ‚¢‚½‚¾‚¯‚ê‚خ‚²—‰ً‚µ‚ؤ’¸‚¯‚é‚ئژv‚¢‚ـ‚·پBˆب‰؛‚جگ}‚و‚èƒLƒƒƒٹƒpپ[‚ةگ¶‚¶‚é–€ژC—حF‚ھ “¯‚¶‚إ‚ ‚é‚ب‚çپA’†گS‚ـ‚إ‚ج‹——£R‚ھ‘ه‚«‚¢‚ظ‚¤‚ھگ§“®—ح‚ً“¾‚ç‚ê‚锤‚إ‚·پBM1>M2‚ئ‚ب‚蓯‚¶ƒLƒƒƒٹƒpپ[‚ً ‚à‚؟‚¢‚é‚ج‚إ‚ ‚ê‚خپAƒچپ[ƒ^Œa‚ھ‘ه‚«‚¢‚ظ‚¤‚ھ—L—ک‚إ‚ ‚è‚ـ‚·پB
‚µ‚©‚µ‚ب‚ھ‚çپA‚±‚جژè–@‚ً—p‚¢‚éڈم‚إ‚جچإ‘ه‚ج–â‘è“_‚ح‚±‚ج‚و‚¤‚بƒLƒbƒg‚ھ‚ب‚¢“_‚إ‚·پB(ژ„‚ھ’m‚ç‚ب‚¢‚¾‚¯‚©‚àپcپj
‚»‚±‚إژd•û‚ھ‚ب‚¢‚ج‚إƒچپ[ƒ^‚ًژو‚è•t‚¯پAƒLƒƒƒٹƒpپ[‚ھژو‚è•t‚¯‚ç‚ê‚é‚و‚¤‚ةƒuƒ‰ƒPƒbƒg‚ً—nگع‚µ‚ؤ‚â‚ê‚خ‚و‚¢‚ئژv‚¢‚ـ‚·پB
‚»‚ج‚و‚¤‚ة‚µ‚½‚ج‚ھˆب‰؛‚جژتگ^‚إ‚·پB‚و‚ٹm”F‚µ‚½‚ئ‚±‚ëپA—nگع‚إ‚ح‚ب‚ٹ±ڈآ•”•ھ‚ًƒtƒ‰ƒCƒX‚إچي‚ء‚½‚و‚¤‚إ‚·پB—nگع‚ح
ƒ{ƒgƒ€ƒPپ[ƒX‚ة‚حŒµ‚µ‚¢‚إ‚µ‚ه‚¤پA’’•¨‚إ‚·‚µپB“–ژ‚ج•ں‰ھ‚إ‚µ‚ؤ‚à‚ç‚ء‚½ƒVƒ‡ƒbƒv‚جگà–¾‚إ‚µ‚½‚ھپAچ،‚ئ‚ب‚ê‚خ‚»‚ê‚à“K“–‚بگà–¾‚¾‚ء‚½‚و‚¤‚إ‚·پB


ƒŒƒ|‚ً‚²——‚ة‚ب‚ء‚½•û‚©‚ç‚ج‚²کA—چ
hajime—l‚و‚è10ƒCƒ“ƒ`ƒچپ[ƒ^‚ةPM‚جƒLƒƒƒٹƒpپ[‚ًژو‚è•t‚¯‚é•û–@‚ً‚²کA—چ’¸‚«‚ـ‚µ‚½پB

/*ˆب‰؛پAHajime‚³‚ٌ‚©‚ç‚جƒپپ[ƒ‹‚ًڈذ‰î‚µ‚ـ‚·*/
/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_
PM‚جƒLƒƒƒٹƒpپ[‚إ‚·‚ھپAƒXƒgƒbƒN‚جƒ{ƒgƒ€پA10ƒCƒ“ƒ`ƒچپ[ƒ^پ[‚ج‚ـ‚ـƒXƒgƒbƒN‚ة‰ü‘¢–³‚µ‚ج
ƒ{ƒ‹ƒgƒIƒ“‚إٹب’P‚ةژو‚è•t‚¯‚إ‚«‚ـ‚·پBژو‚è•t‚¯ƒTƒ|پ[ƒg‚ح‰؛‹L‚جƒ^ƒCƒv‚إ

ژ„‚جڈêچ‡ƒLƒƒƒٹƒpپ[‚¾‚¯‰؛‹L‚جƒ^ƒCƒv‚ً‘g‚فچ‡‚ي‚¹‚ؤ‚¢‚ـ‚·پB
ڈم‹L‚ج‚ـ‚ـ‚إ‚àƒ{ƒ‹ƒgƒIƒ“‚إO.K‚إ‚·‚ھپi‘¼ژش—¼‚إٹm”Fچد‚فپj
ƒXƒgƒbƒN‚ج10ƒCƒ“ƒ`ƒچپ[ƒ^پ[‚جڈêچ‡ٹOژü‚جƒAپ[ƒ‹‚ھ‚¯‚ء‚±‚¤‚«‚آ‚¢‚ج‚إ
‰؛‹L‚جƒLƒƒƒٹƒpپ[ژ©‘ج‚ةژلٹ±ƒAپ[ƒ‹‚ج‚©‚©‚ء‚½ƒ^ƒCƒv
‚ج•û‚ھ‚ ‚½‚è‚ھ—ا‚‚ب‚è‚ـ‚·پB

/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_
—nگع‚ة‚آ‚¢‚ؤ
ˆب‘OپAƒuƒ‰ƒPƒbƒg‚ً—nگع‚µ‚½‚à‚ج‚ئگM‚¶‚ؤ—nگع‚ة‚آ‚¢‚ؤ‚ـ‚ئ‚ك‚ؤ‚ـ‚µ‚½پB‘ه‘جپAƒAƒ‹ƒ~‚ج’’•¨‚إ‚ ‚éƒ{ƒgƒ€ƒPپ[ƒX‚ة ƒuƒŒپ[ƒLƒLƒƒƒٹƒpپ[‚جƒuƒ‰ƒPƒbƒg‚ً—nگع‚إ‚«‚é‚ج‚إ‚µ‚ه‚¤‚©پB‚©‚ب‚茵‚µ‚¢کb‚¾‚ئژv‚¢‚ـ‚·پB‚µ‚©‚µپA—nگع‚جکb‚ئ‚µ‚ؤ‚ح ‘ه‘جپA‚ ‚ء‚ؤ‚¢‚é‚ج‚إ‹Lچع‚µ‚ؤ‚¨‚«‚ـ‚·پB
ƒuƒ‰ƒPƒbƒg‚ج—nگع‚إ‚·‚¯‚اپAƒAƒ‹ƒ~‚ج—nگع‚إ‚·‚ج‚إگê–ه‰ئ‚ة‚¨ٹè‚¢‚µ‚½‚ظ‚¤‚ھ–³“ï‚إ‚·پB ˆê”ت“I‚ةƒAƒ‹ƒ~‚ج—nگع‚ح‚¢‚ي‚ن‚éƒAƒ‹ƒSƒ“—nگع‚إچs‚¢‚ـ‚·پB
ƒAƒ‹ƒSƒ“—nگع‚ح’تڈج‚إگ³ژ®‚ة‚حMIG—nگعپA‚ ‚é‚¢‚حTIG—nگع‚ئ‚¢‚¢‚ـ‚·پB ‚ب‚؛ƒAƒ‹ƒSƒ“—nگع‚ئŒؤ‚خ‚ê‚é‚ج‚©‚ئ‚¢‚¦‚خپAژص•ءƒKƒX‚ة•sٹˆگ«ƒKƒX‚جƒAƒ‹ƒSƒ“‚ً—p‚¢‚ؤ‚¢‚é‚©‚ç‚إ‚·پB •sٹˆگ«ƒKƒX‚حژ_‰»‚ً–h‚®‚½‚كپiژ_‰»‚³‚¹‚ب‚¢‚½‚كپj‚ةژg—p‚³‚ê‚ـ‚·پB ‚l‚h‚f‚ج•û‚ھ‚s‚h‚f‚و‚è—nگع”\—¦‚ح—D‚ê‚ؤ‚¢‚ـ‚·‚ھپA—nگعŒp‚¬ژè‚ئ‚µ‚ؤ‚ح‚s‚h‚f‚ج•û‚ھ—D‚ê‚ؤ‚¢‚ـ‚·پB
‚l‚h‚f‚ئ‚s‚h‚f‚جˆل‚¢‚حپA‘Oژز‚ھپwƒKƒXƒVپ[ƒ‹ƒhڈء–ص“d‹ةژ®ƒAپ[ƒN—nگعپxŒمژز‚ھپwƒKƒXƒVپ[ƒ‹ƒh”ٌڈء–ص“d‹ةژ® ƒAپ[ƒN—nگعپx‚ة•ھ—ق‚³‚ê‚ؤ‚¨‚èپA“d‹ة‚ةƒڈƒCƒ„پ[پi—n‰»چقپj‚ً—p‚¢‚ؤ—nگع‚²‚ئ‚ةڈء–ص‚·‚é‚ج‚ھڈء–ص“d‹ةژ®پA “d‹ة‚ةƒ^ƒ“ƒOƒXƒeƒ“‚ً—p‚¢—n‰»چق‚ًژèپi–”‚حژ©“®“I‚ةپj‚إ‘}“ü‚µ‚ؤ‚¢‚‚ج‚ھ”ٌڈء–ص“d‹ةژ®‚إ‚·پB ”ٌڈء–ص“d‹ةژ®‚إ‚ح“d‹ة‚ح•êچق‚ئ“d‹ة‚جٹش‚ةƒAپ[ƒN‚ً”گ¶‚·‚邾‚¯‚إ‚·پB‚±‚ج”گ¶‚µ‚½ƒAپ[ƒN‚ةŒü‚¯ —n‰»چق‚ً‘}“ü‚µ‚ؤ‚¢‚«‚ـ‚·پBƒAپ[ƒN‚ة‚و‚è•êچق‚ئ—n‰»چق‚ھ—n‚¯‚ ‚¢—nگع‚ھٹ®—¹‚µ‚ـ‚·پB ƒAƒ‹ƒ~چ‡‹à‚حƒAƒ‹ƒ~‚¾‚¯‚ةژ_‰»”ç–Œ‚ً‚·‚®‚ةŒ`گ¬‚µ‚ـ‚·‚ج‚إƒAƒ‹ƒSƒ““™‚ج•sٹˆگ«ƒKƒX‚ً—p‚¢‚ب‚¯‚ê‚خ —nگع‹“x‚ھ“¾‚ç‚ê‚ـ‚¹‚ٌپB
–”پA–â‘è‚ب‚ج‚ح—nگع‚·‚é•êچق‚ھƒAƒ‹ƒ~چ‡‹à‚ج‰½‚إ‚ ‚é‚©–¾ٹm‚ة’m‚ء‚ؤ‚¨‚•K—v‚ھ‚ ‚è‚ـ‚·پB ‚ئ‚¢‚¢‚ـ‚·‚ج‚حپAˆêŒû‚ةƒAƒ‹ƒ~چ‡‹à‚ئ‚¢‚¢‚ـ‚µ‚ؤ‚àپA–ع“I‚ة‚و‚ء‚ؤ“Y‰ء‚³‚ê‚ؤ‚¢‚é‹à‘®‚ح—lپX‚إ‚ ‚èپA ‚±‚ê‚ة‚و‚è—nگع•û–@‚ھˆل‚ء‚ؤ‚‚é‚©‚ç‚إ‚·پB
ƒAƒ‹ƒ~چ‡‹à‚جگ»‘¢‰ك’ِ‚©‚çپA”ٌ”Mڈˆ—چ‡‹à‚ئ”Mڈˆ—چ‡‹à‚ة•ھ—ق‚³‚ê‚ـ‚·پB ”ٌ”Mڈˆ—چ‡‹àپcڈƒƒAƒ‹ƒ~ƒjƒEƒ€ŒnپA‚`‚Œپ|‚l‚ژŒnپAA‚Œ-SiŒnپAA‚Œ-M‚‡Œn ”Mڈˆ—چ‡‹àپcپcA‚Œ-C‚•ŒnپAA‚Œ-M‚‡-SiŒnپAA‚Œ-‚y‚ژ-SiŒn —nگعگ«‚ھ—D‚ê‚ؤ‚¢‚é‚ج‚ح”ٌ”Mڈˆ—Œn‚جƒAƒ‹ƒ~چ‡‹à‚إ‚·پB‚ب‚¨پAƒAƒ‹ƒ~چ‡‹à‚ج—nگع‚ةٹض‚·‚é•êچق ‚¨‚و‚ر—n‰ءچق‚ح‚i‚h‚r ‚g 4000–”‚ح‚i‚h‚r ‚y 3232‚إ’è‚ك‚ç‚ê‚ؤ‚¢‚ـ‚·پB
‚±‚ج•س‚è‚ً‚و‚—‰ً‚µ‚ؤ’¸‚¢‚ؤ‚¢‚é—nگع‰®‚³‚ٌ‚ة—ٹ‚ق‚و‚¤‚ة‚µ‚ب‚¢‚ئپAŒم‚إ‚ذ‚ا‚¢–ع‚ة‰آ”\گ«‚ھ‚ ‚é‚ج‚إ ’چˆس‚µ‚ؤ‰؛‚³‚¢پB ‚؟‚ب‚ف‚ةƒLƒƒƒٹƒpپ[‚ج‰؛•”ƒuƒ‰ƒPƒbƒg‚حƒAƒ‹ƒ~چ‡‹àپiA7015پj‚ً‰ءچH‚µ‚ؤژو‚è•t‚¯‚ؤ‚ـ‚·پB 70Œn‚ح’´ƒWƒ…ƒ‰ƒ‹ƒ~ƒ“‚ئ‚àŒؤ‚خ‚êپiƒWƒ…ƒ‰ƒ‹ƒ~ƒ“‚ح20Œnپj‹@ٹB‚ٹ‹“x‚ح“S‚ة•C“G‚µ‚ـ‚·پBچq‹َ‹@•”•i‚â ƒvƒ‰ƒXƒeƒBƒbƒN‚ج‹àŒ^“™‚ةژg—p‚³‚ê‚ؤ‚¢‚ـ‚·
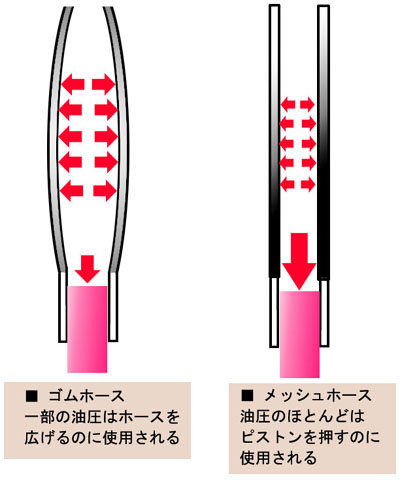
ƒXƒeƒ“ƒپƒbƒVƒ…ƒzپ[ƒX‚ًژg—p‚·‚é——R
ƒLƒƒƒٹƒpپ[‚ة‚حPM‚ج‚Sƒ|ƒbƒg‚ًƒ`ƒ‡ƒCƒX‚µ‚ـ‚µ‚½پB‚ـ‚½ƒuƒŒپ[ƒLƒzپ[ƒX‚ة‚حƒAپ[ƒ‹ƒY‚جƒXƒeƒ“ƒپƒVƒ…‚ً ژg—p‚µ‚ؤ‚¢‚ـ‚·پB ƒXƒeƒ“ƒپƒbƒVƒ…‚جƒzپ[ƒX‚ھƒSƒ€‚و‚è—D‚ê‚ؤ‚¢‚é——R‚ًˆب‰؛‚جگ}‚إگà–¾‚µ‚ؤ‚¢‚ـ‚·پB ƒ}ƒXƒ^پ[ƒVƒٹƒ“ƒ_پ[‚حڈƒگ³‚ج‚ـ‚ـ‚إ‚·پBŒ³پXƒVƒ‡ƒxƒ‹‚جƒoƒiƒiƒLƒƒƒٹƒpپ[‚حƒ}ƒXƒ^پ[‚جŒa‚ھ3/4ƒCƒ“ƒ`‚ئ‘ه‚«‚پA‚±‚جPMگ»‚ج4POTƒLƒƒƒٹƒpپ[‚إ‚·‚ئ ƒuƒŒپ[ƒLƒIƒCƒ‹‚ھ‘—‚èچ‚ـ‚ê‚é—ت‚ھ‘½‚‚ب‚è‚ـ‚·پB‚»‚ج‚½‚كپAƒuƒŒپ[ƒLƒŒƒoپ[‚ھ”¼•ھ‚؟‚ه‚ء‚ئ‚µ‚©ˆ¬‚ê‚ـ‚¹‚ٌپB11/16‚©5/8‚جƒGƒ{—pƒ}ƒXƒ^پ[‚ة•t‚¯‘ض‚¦‚é—\’è‚إ‚·پB
ƒXƒ|ƒ“ƒTپ[ƒhƒٹƒ“ƒN
Designed by CSS.Design Sample